What Are The Applications Of Red Light Photoelectric Sensors?
Key Takeaway
Red Light Photoelectric Sensors have a variety of applications due to their precision and visibility. They are commonly used in manufacturing and automation to detect the presence or absence of objects on assembly lines. This helps in quality control and ensures efficient production processes.
Another application is in safety systems, where they detect obstructions and prevent accidents by stopping machinery when an object is detected. They are also used in counting systems, measuring the distance between points, and aligning objects accurately in packaging and sorting operations.
These sensors are valued for their visible red light, which makes alignment easy and precise. Their versatility and accuracy make Red Light Photoelectric Sensors essential in many industrial and commercial settings.
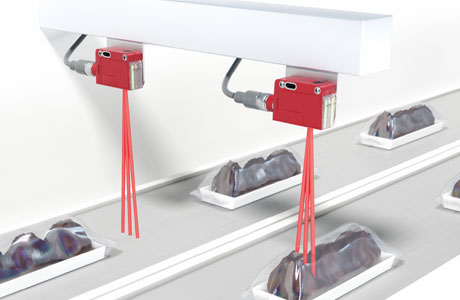
Industrial Automation and Manufacturing
Red light photoelectric sensors play a crucial role in industrial automation and manufacturing processes. These sensors are used to detect the presence and position of small parts on assembly lines, ensuring that each component is correctly placed and processed. Their high precision allows for accurate measurements and positioning, which is vital for maintaining quality control and reducing production errors. Additionally, red light sensors can operate effectively in environments with high levels of dust or other particulates, making them suitable for use in various manufacturing settings. The visible red light beam also simplifies alignment and setup, enhancing operational efficiency.
Packaging and Material Handling
In packaging and material handling, red light photoelectric sensors play a crucial role in ensuring products are correctly packed and labeled. These sensors detect the presence of items on conveyor belts, verify that packaging is intact, and confirm that labels are applied accurately. By automating these tasks, red light sensors minimize errors and reduce waste, leading to more efficient and cost-effective operations.
For instance, on a packaging line, red light sensors can detect if a box is missing or if a label is not applied correctly. This immediate detection allows for quick corrections, preventing defective products from continuing down the line and reaching customers. This not only ensures product quality but also saves on costs associated with rework and returns.
Additionally, these sensors are integral to sorting systems. They differentiate products based on size, shape, or color, streamlining the material handling process. This capability is especially important in warehouses and distribution centers, where efficient sorting can significantly improve inventory management and order fulfillment speed. Red light photoelectric sensors, with their high accuracy and reliability, help maintain a smooth and efficient workflow, ultimately enhancing overall productivity.
Safety and Security Systems
Safety and security systems significantly benefit from the use of red light photoelectric sensors. In industrial environments, these sensors are integrated into safety light curtains and emergency stop systems to protect workers from hazardous machinery. When the light beam is interrupted, the machinery immediately stops, preventing accidents and injuries. This quick response is critical in maintaining a safe working environment, especially in settings with heavy machinery and high-speed operations.
In security applications, red light sensors are used in access control systems to detect unauthorized entry. They can monitor entry points and trigger alarms if someone attempts to gain access without proper authorization. Additionally, these sensors are employed in perimeter security to monitor and protect restricted areas. For example, red light sensors can be set up around the perimeter of a secure facility to detect any breach attempts, ensuring prompt security responses.
Their reliability and fast response times make red light photoelectric sensors ideal for maintaining high safety and security standards. The visible red light beam also facilitates easy alignment and setup, ensuring that the systems are always in optimal working condition. By enhancing both safety and security, these sensors contribute to creating safer and more secure industrial and commercial environments.
Robotics and Automation
Red light photoelectric sensors are integral to the operation of robotics and automation systems. They provide precise object detection and positioning, enabling robotic arms to accurately pick, place, and manipulate items. For instance, in automated warehouses, these sensors are crucial for tracking the movement of goods, ensuring that robots can navigate and operate efficiently. Their high accuracy and ability to detect small objects make them indispensable in tasks requiring meticulous attention to detail, such as in electronics assembly or pharmaceutical packaging.
Additionally, red light sensors enhance the flexibility of automation systems by supporting various detection modes. Through-beam sensors, for example, offer long-range and high-precision detection ideal for large-scale operations. Retro-reflective sensors simplify installation by using a single sensor and a reflector, making them suitable for areas with limited space. Diffuse reflective sensors detect objects by reflecting light off the object itself, which is useful for close-range detection and applications where the object’s position may vary. This versatility allows red light sensors to be adapted to a wide range of robotic and automation tasks, ensuring efficient and reliable performance.
Emerging Technologies and Innovations
The application of red light photoelectric sensors is expanding with the advent of new technologies and innovations. In smart manufacturing, these sensors are increasingly integrated with IoT (Internet of Things) devices to provide real-time data and insights into production processes. This integration facilitates predictive maintenance, allowing systems to anticipate and address issues before they cause downtime. It also enhances operational efficiency by enabling more precise control over production parameters, leading to higher quality outputs and reduced waste.
In the medical field, red light sensors are used in non-invasive diagnostic tools. For example, they help measure physiological parameters such as pulse rate and blood oxygen levels, contributing to advancements in patient monitoring and care. The development of more durable and high-performance sensor materials is also expanding their applications. Innovations in sensor design and materials enhance their durability, making them suitable for harsh environments such as extreme temperatures or high moisture levels. This increased robustness ensures that red light photoelectric sensors can maintain accurate and reliable performance even in challenging conditions, broadening their potential applications across various industries.
Conclusion
Red light photoelectric sensors are versatile tools that find applications across a wide range of industries and technologies. Their precision, reliability, and ease of use make them indispensable in industrial automation, packaging, material handling, safety and security systems, robotics, and emerging technologies. By integrating these sensors into various processes, businesses can enhance efficiency, improve quality control, and ensure safety, thereby driving innovation and productivity in their operations. The ongoing advancements in red light sensor technology continue to expand their potential applications, promising even greater contributions to diverse fields in the future.