What Are The Basics Of Vision Systems?
Key Takeaway
The basics of vision systems include several key components. An industrial computer manages and communicates with peripheral devices like cameras and lighting. The cameras capture images of the objects or scenes. The lighting ensures proper illumination for clear image capture. The computer uses software to quickly analyze the captured images, identifying features and making decisions based on predefined criteria. Vision systems are essential for tasks like inspection, measurement, and quality control in various industries, enhancing accuracy and efficiency.
Key Terminology
In the realm of machine vision, several key terms are crucial for understanding and effectively using these systems:
Pixel: The smallest unit of a digital image, representing a single point in the picture. The collective arrangement of pixels forms the complete image, and each pixel’s color and intensity are fundamental to image quality.
Resolution: The number of pixels in an image, typically measured in width x height (e.g., 1920×1080). Higher resolution means more detail and clarity, enabling the system to detect smaller features and produce more accurate results.
Frame Rate: The number of frames or images captured per second by the camera, measured in frames per second (fps). Higher frame rates are essential for capturing fast-moving objects and ensuring smooth, real-time analysis.
Edge Detection: A technique used to identify the boundaries within an image. This process highlights significant transitions in intensity, allowing the system to discern shapes and object outlines, which is crucial for identifying features and performing accurate measurements.
Thresholding: A method to separate objects from the background based on pixel intensity. By setting a specific intensity value (threshold), pixels are categorized as either belonging to the object or the background, simplifying the process of object identification and analysis.
Types of Vision Systems
There are several types of vision systems, each suited to different applications:
1D Vision Systems: Used for simple detection tasks, such as verifying the presence of components on a conveyor belt. They scan a single line of pixels, ideal for linear inspections like checking edges or label alignment.
2D Vision Systems: Capture two-dimensional images for tasks like barcode reading, pattern recognition, and quality inspection. They are versatile and commonly used in various industries to inspect PCBs, read barcodes, and verify product labels.
3D Vision Systems: Provide depth information, enabling tasks that require understanding object geometry. Techniques like stereoscopic vision or laser triangulation create 3D data, useful for robotic guidance, bin picking, and surface inspection.
Line Scan Vision Systems: Capture images one line at a time, ideal for continuous processes. They inspect materials like textiles, paper, and metals in a continuous stream, offering high resolution and speed for detailed inspections over large areas or lengths.
Understanding these types helps in selecting the right system for specific industrial needs, ensuring optimal performance and efficiency.
You May Like to Read
Hardware Components
The hardware components of a vision system are integral to its functionality and performance:
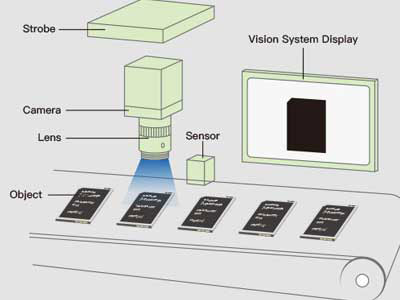
Cameras: Cameras are the primary tools for capturing images in vision systems. They come in various types, such as area scan cameras, which capture entire images at once, and line scan cameras, which capture images one line at a time. The choice of camera depends on the application requirements.
Lenses: Lenses focus the captured image onto the camera sensor, ensuring that the image is clear and precise. The quality of the lens affects the overall image quality, making it crucial to select the right lens for the desired resolution and field of view.
Lighting: Consistent and appropriate lighting is essential for high-quality image capture. Proper lighting reduces shadows, glare, and reflections, highlighting the features of interest. Different lighting techniques, such as backlighting or structured lighting, are used based on the application needs.
Image Sensors: Image sensors convert light into electronic signals. The two main types are CCD (Charge-Coupled Device) and CMOS (Complementary Metal-Oxide-Semiconductor) sensors. CCD sensors are known for high image quality, while CMOS sensors offer speed and lower power consumption.
Processing Hardware: This includes processors and memory that handle the image data. Advanced processing units like GPUs (Graphics Processing Units) or FPGAs (Field-Programmable Gate Arrays) are used for real-time image processing, enabling the system to perform complex algorithms quickly and efficiently.
Together, these components ensure that the vision system captures high-quality images, processes data accurately, and operates efficiently in various industrial applications.
Software and Algorithms
Software and algorithms are the backbone of machine vision systems, enabling them to interpret and analyze captured images accurately:
Image Acquisition Software: This software controls the camera and manages the process of capturing images. It ensures that the images are taken at the right moment, with the appropriate settings, and under the correct conditions, making them ready for further processing.
Image Processing Algorithms: These algorithms perform essential tasks such as edge detection, pattern recognition, and color analysis. By analyzing the raw image data, they extract valuable information, transforming it into actionable insights. For instance, edge detection identifies boundaries within an image, while pattern recognition can match features to predefined templates.
Machine Learning and AI: Advanced machine vision systems incorporate machine learning and artificial intelligence to enhance their accuracy and adaptability. These systems learn from data, improving their performance over time. Machine learning algorithms can be trained to recognize specific patterns or defects, making inspection processes more efficient and reliable.
User Interface: The user interface is a crucial component that allows operators to configure, monitor, and control the vision system. It often features visual tools for setup and analysis, providing an intuitive way to adjust system settings, review captured images, and analyze inspection results. A well-designed user interface can significantly enhance the usability and effectiveness of a vision system.
Together, these software components and algorithms ensure that machine vision systems can perform complex image analysis tasks, providing accurate and reliable results in various industrial applications.
Common Applications
Vision systems are integral to various industries due to their adaptability and precision. Here are some key applications:
Automotive Industry: In the automotive sector, vision systems inspect components for defects to ensure safety and quality. They examine parts such as brake pads, engine components, and electronic systems to detect flaws that could affect vehicle performance. By identifying defects early, these systems help maintain high safety standards and prevent costly recalls.
Electronics Sector: Vision systems play a crucial role in the electronics industry by verifying the placement of tiny components on circuit boards. This precision prevents assembly errors, ensuring that each electronic device functions correctly. These systems can detect misaligned components, soldering defects, and other issues that might compromise the integrity of the final product.
Food and Beverage Industry: In this sector, vision systems check packaging for correct labeling and contamination. They ensure that products are accurately labeled with expiration dates, nutritional information, and other essential details. Additionally, these systems detect contaminants or packaging defects, ensuring that only safe and correctly packaged products reach consumers.
Pharmaceuticals: Vision systems are vital in the pharmaceutical industry for verifying the integrity of seals and labels on packaging. They ensure compliance with stringent regulatory standards by checking that all packaging is properly sealed and labeled with the correct dosage, batch numbers, and expiry dates. This helps prevent errors that could have serious health implications.
Textile Manufacturing: In textile manufacturing, vision systems detect fabric defects and inspect print quality in continuous production processes. They identify issues such as tears, stains, and misprints, ensuring that only high-quality fabrics are processed and shipped. This capability is essential for maintaining the quality and consistency of textile products.
By leveraging vision systems, these industries can enhance their quality control processes, reduce errors, and improve overall efficiency. These applications highlight the versatility and importance of vision systems in modern industrial operations.
Conclusion
Vision systems play a pivotal role in modern manufacturing, enhancing efficiency, quality, and safety. By understanding the basics—key terminology, types of systems, hardware components, software algorithms, and common applications—new engineers can better appreciate how these systems work and their importance in industrial automation. As technology advances, vision systems will continue to evolve, offering even greater capabilities and transforming how industries operate.