What Is A Red Light Photoelectric Sensor?
Key Takeaway
A Red Light Photoelectric Sensor is a type of sensor used to detect the presence or absence of an object. It works by emitting visible red light from a transmitter. This light is then detected by a photoelectric receiver. When an object interrupts the light beam, the sensor detects this change and sends a signal.
These sensors are widely used in automation and industrial applications. They can measure distances, count objects, and ensure safety by detecting obstructions. Red Light Photoelectric Sensors are valued for their accuracy and reliability in various environments. Their visible red light makes alignment easy, enhancing their practicality in numerous applications.
Introduction to Red Light Photoelectric Sensors
Red light photoelectric sensors are versatile and widely used devices in industrial automation. These sensors use a visible red light beam to detect objects, measure distances, or recognize specific positions. The visible red light makes it easier to align and troubleshoot compared to other types of photoelectric sensors that use infrared or laser light. Red light photoelectric sensors are known for their reliability, accuracy, and ease of use, making them a popular choice in various applications where precision and visibility are crucial.
Working Principle and Technology
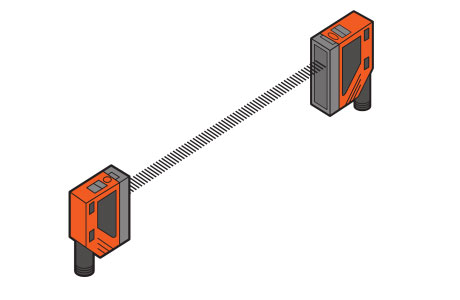
The working principle of red light photoelectric sensors is based on the transmission and reception of a red light beam. These sensors typically consist of a light emitter and a receiver. The emitter sends out a red light beam, which is either reflected back to the receiver by an object (in the case of reflective sensors) or interrupted by an object (in through-beam or retro-reflective sensors). The receiver detects the presence or absence of the light beam and generates an electrical signal that can be processed by a PLC or other control systems.
There are three main types of red light photoelectric sensors: through-beam, retro-reflective, and diffuse reflective. Through-beam sensors have separate emitter and receiver units and are highly accurate over long distances. This type is ideal for applications requiring precise object detection and high-speed operation. Retro-reflective sensors use a reflector to bounce the light back to the receiver, simplifying installation since only the sensor and the reflector need alignment. They are commonly used in applications where space is limited or where direct access to the opposite side of the detection area is not possible. Diffuse reflective sensors rely on the light reflecting off the object itself, making them suitable for shorter ranges and less precise applications. These sensors are often used for detecting objects on conveyor belts or in packaging processes.
Key Features and Benefits
Red light photoelectric sensors offer several key features and benefits that make them advantageous in various industrial settings. One of the primary features is the visible red light beam, which facilitates easy alignment and troubleshooting. This visibility allows operators to quickly and accurately position the sensors during installation and maintenance, reducing setup time and improving operational efficiency.
These sensors are also known for their high accuracy and reliability. They can detect small objects and provide precise distance measurements, which is critical in applications requiring detailed positioning and control. The ability to accurately detect small objects ensures that production lines run smoothly and efficiently, reducing the likelihood of errors and increasing overall productivity.
Additionally, red light photoelectric sensors are versatile and can be used in different detection modes, such as through-beam, retro-reflective, and diffuse reflective, allowing them to be adapted to various application needs. This versatility means that a single type of sensor can be used across multiple applications, simplifying inventory management and reducing costs.
The robustness of these sensors in challenging environments is another significant benefit. They are designed to operate effectively in conditions with high dust, moisture, or varying temperatures. This durability ensures consistent performance and reduces downtime, enhancing overall productivity and efficiency in industrial operations. For instance, in a manufacturing plant with high levels of dust and debris, these sensors continue to perform accurately, ensuring that production processes are not disrupted.
In summary, the key features and benefits of red light photoelectric sensors—such as their visibility, accuracy, versatility, and robustness—make them indispensable tools in modern industrial automation. By understanding and leveraging these advantages, industries can achieve higher levels of efficiency, reliability, and productivity.
Comparison with Other Sensor Types
When compared to other sensor types, red light photoelectric sensors offer unique advantages and some limitations. Inductive sensors, for instance, are designed to detect metallic objects only, which limits their application scope. In contrast, red light photoelectric sensors can detect a wide range of materials, including plastics, glass, and liquids, making them versatile for various applications beyond metal detection. This versatility is crucial in industries that handle diverse materials and require reliable detection capabilities.
Capacitive sensors, another type, are effective for detecting non-metallic objects but can be sensitive to environmental factors such as humidity and temperature fluctuations. Red light photoelectric sensors, however, are more stable under varying environmental conditions, providing consistent performance without being overly influenced by changes in the surrounding environment. This stability ensures accurate detection in a wider range of settings.
Laser sensors can offer higher precision and longer detection ranges than red light sensors, making them ideal for applications that require exact measurements. However, laser sensors come at a higher cost and require more stringent alignment and calibration to function correctly. Red light photoelectric sensors provide a good balance of precision and ease of use at a lower cost, making them more accessible for general applications.
Ultrasonic sensors, which use sound waves for detection, are not affected by the color or transparency of objects and are excellent for detecting clear or transparent items. However, red light photoelectric sensors provide more precise spot detection and are easier to align and set up due to the visible red beam. This ease of alignment and setup can significantly reduce installation time and complexity, especially in environments where quick deployment is essential.
Common Applications
Red light photoelectric sensors are used in a wide array of applications across different industries due to their versatility, accuracy, and ease of use. In manufacturing, these sensors play a critical role in detecting the presence and position of components on assembly lines. They ensure that parts are correctly placed and processed, maintaining high standards of quality and reducing the risk of errors. This precision is essential for the smooth operation of automated assembly processes and for minimizing production downtime.
In the packaging industry, red light photoelectric sensors verify that products are properly packed and labeled. This verification process helps minimize errors and waste, ensuring that each package meets quality standards before it reaches consumers. These sensors can detect inconsistencies in packaging, such as missing labels or incorrect product placement, enabling immediate corrective actions and reducing the risk of product recalls.
The automotive industry also relies heavily on red light photoelectric sensors for precise positioning of car parts during assembly. These sensors help ensure that each component is accurately positioned, enhancing the overall quality and consistency of the final product. By providing reliable detection, they support the efficient operation of robotic arms and other automated systems used in car manufacturing.
In logistics and warehousing, red light photoelectric sensors are essential for inventory management. They track items on conveyor belts and in automated storage systems, ensuring accurate sorting and storage. This tracking capability improves operational efficiency and reduces the likelihood of inventory discrepancies, which can lead to costly errors.
Moreover, red light photoelectric sensors are crucial in safety applications. They are used in safety light curtains and automated doors to detect obstructions and prevent accidents. By creating invisible barriers that stop machinery when an obstruction is detected, these sensors protect both equipment and personnel. This safety feature is vital in environments where automated systems operate in close proximity to human workers.
In summary, the widespread application of red light photoelectric sensors across various industries highlights their importance in enhancing efficiency, accuracy, and safety in industrial operations. Their versatility and reliability make them indispensable tools for modern automation systems, contributing to improved productivity and reduced operational risks.
Conclusion
Red light photoelectric sensors are essential tools in modern industrial automation, offering visibility, accuracy, and versatility. Their ability to detect various materials and operate in challenging environments makes them indispensable in many applications, from manufacturing and packaging to robotics and safety systems. By understanding their working principles, features, and benefits, industries can effectively integrate these sensors to enhance efficiency, safety, and productivity in their operations.