Why Is Machine Vision Important?
Key Takeaway
Machine vision is important because it enhances automation and safety in various industries. By enabling machines to “see” and interpret visual information, machine vision systems can perform tasks like quality inspection, defect detection, and precise measurements with high accuracy. This improves efficiency and consistency in manufacturing processes.
Moreover, machine vision plays a crucial role in safety. Robots and equipment with machine vision can interpret human actions and interact to prevent accidents. If a situation becomes unsafe, these systems can warn operators or automatically shut down equipment, reducing risk and ensuring a safer work environment. This technology not only boosts productivity but also significantly enhances workplace safety.
Enhancing Automation and Control
Machine vision systems are critical for enhancing automation and control in manufacturing and other industries. By integrating cameras and image processing software, these systems can monitor and control production processes with high precision. They enable real-time feedback and adjustments, improving overall efficiency and reducing waste. For instance, in automotive manufacturing, machine vision ensures that each component is correctly aligned and assembled, significantly reducing the margin for error. Machine vision plays a pivotal role in modern technology, offering significant advantages in various industries. Its ability to automate and enhance processes makes it indispensable in today’s competitive landscape.
Improving Quality and Inspection
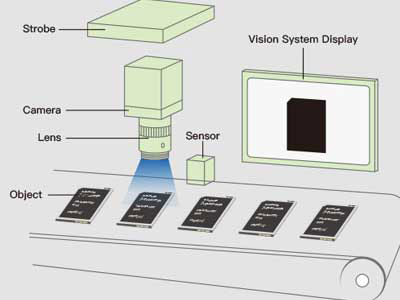
One of the most significant benefits of machine vision is its ability to improve quality control and inspection processes. Vision systems can detect defects, measure dimensions, and verify the integrity of products at various stages of production. High-resolution cameras and advanced image processing algorithms can identify even the smallest imperfections that might be missed by human inspectors. This ensures that only products meeting stringent quality standards reach the market, reducing waste and enhancing customer satisfaction.
For instance, in the pharmaceutical industry, machine vision systems play a critical role in ensuring pills are correctly shaped, colored, and free from defects, thus safeguarding consumer health and safety. In the automotive sector, machine vision is used to inspect components and assemblies, ensuring they meet precise specifications. Any deviation from the standard can be immediately detected and corrected, preventing defective products from progressing further down the production line.
Furthermore, machine vision systems are capable of operating at high speeds, making them suitable for industries with high throughput requirements. By automating the inspection process, these systems not only increase accuracy but also significantly reduce the time and labor costs associated with manual inspections. This combination of speed, accuracy, and efficiency makes machine vision an indispensable tool in modern quality control and inspection processes.
Enabling Advanced Robotics
Machine vision is integral to the development and operation of advanced robotics. Vision-guided robots can perform complex tasks such as assembly, welding, and painting with high precision. These robots use vision systems to adapt to changes in their environment, allowing them to handle a variety of objects without needing extensive reprogramming. This adaptability is crucial in dynamic environments like logistics and warehousing, where robots must identify and manipulate items of different shapes and sizes.
In manufacturing, vision-guided robots enhance flexibility and efficiency. They can inspect parts, align components, and even adjust their actions based on real-time visual feedback. This capability is essential for maintaining high-quality standards and accommodating production line changes.
In the automotive industry, robots equipped with machine vision can identify and assemble various parts, perform inspections, and ensure precise welding and painting. This reduces human error and increases production speed.
Additionally, machine vision enables robots to navigate and operate autonomously. For example, in warehouses, vision systems help robots identify and pick items, sort packages, and manage inventory. This autonomy leads to more efficient and versatile robotic systems, reducing the need for human intervention and lowering operational costs.
Overall, the integration of machine vision in robotics not only enhances the accuracy and efficiency of complex tasks but also drives innovation across various industries by enabling more intelligent and adaptable robotic solutions.
Contributing to AI and Machine Learning
Machine vision significantly contributes to artificial intelligence (AI) and machine learning fields. Vision systems generate vast amounts of visual data that can train AI models, enhancing their learning processes. Machine learning algorithms analyze this data to recognize patterns, improve decision-making processes, and boost the accuracy of vision systems. Deep learning, a subset of machine learning, is particularly effective in processing and interpreting complex visual data.
The synergy between machine vision and AI allows for continuous improvement in vision system capabilities, making them smarter and more adaptable over time. For instance, facial recognition systems use deep learning to identify and verify individuals with high accuracy. Autonomous driving relies on AI-driven vision systems to interpret road conditions, detect obstacles, and make real-time decisions, ensuring safe navigation.
Moreover, machine vision and AI integration is driving technological breakthroughs across various applications. In healthcare, AI-enhanced vision systems assist in diagnosing diseases by analyzing medical images. In retail, they improve customer experiences by enabling automated checkouts and personalized recommendations.
Overall, the collaboration between machine vision and AI not only enhances the functionality and reliability of vision systems but also paves the way for innovative solutions in numerous industries. This continuous enhancement and adaptability ensure that machine vision remains at the forefront of technological advancement.
Future Potential and Applications
The future potential of machine vision is vast, with advancements in AI and machine learning driving innovation. Emerging technologies like 3D vision, augmented reality (AR), and edge computing are set to revolutionize the field.
3D vision systems provide depth perception, allowing for more detailed and accurate inspections. This capability is essential in manufacturing, where precise measurements and quality control are crucial. Augmented reality (AR) integrates digital information with the physical world, enhancing how vision systems interpret and interact with their environment. For instance, AR can overlay instructions or diagnostics onto equipment in real-time, assisting in maintenance and repair tasks.
Edge computing enables real-time processing and decision-making by performing computations close to the source of data. This reduces latency and improves response times, making machine vision systems more efficient and effective in dynamic environments. In smart manufacturing, edge computing allows for immediate detection and correction of defects on production lines, minimizing downtime and waste.
These advancements will expand the applications of machine vision in various sectors. In healthcare, machine vision will enhance diagnostic imaging and surgical precision. In autonomous systems, it will improve navigation and safety. The integration of these technologies will lead to smarter, more responsive systems that can adapt to a wide range of applications, driving significant improvements in efficiency, accuracy, and innovation across industries.
Conclusion
Machine vision is a cornerstone of modern technology, driving advancements across various industries. By enhancing automation and control, improving quality and inspection, enabling advanced robotics, and contributing to AI and machine learning, machine vision is reshaping how we approach complex tasks and processes. Its future potential promises even more innovative applications, making it an essential technology for the continued progress of industrial and technological capabilities. As machine vision continues to evolve, its impact will grow, offering new opportunities for efficiency, accuracy, and innovation.